Kaynak Kartları Hakkında Genel Bilgiler
Üretimde kullanılacak ve planlaması yapılacak olan kaynaklarının(makine, atölye, herhangi bir işlem birimi) tanımlamasının yapıldığı bölümdür.
Kaynak kartı üzerinde ait olduğu istasyon, kapasite değeri ve günlük çalışma süresi gibi bilgiler tanımlanabilmektedir.
Kaynak Kartları yapabilmek için Üretim Yönetimi modülünden Tanımlamalar bölümünün altındaki Kaynak Kartları seçilerek ekrana gelen kaynak kartları listesi üzerinde mouse sağ tuş ekrana gelen işlem listesinden "Yeni" seçilir veya açık bir kaynak kartı ekranındayken F4 tuşuyla da yeni kaynak kartı oluşturulur. Ekrana gelen kaynak kartı üzerinden gerekli tanımlamalar yapılır.
Kaynak Kartları Tanıtım Ekranı
Kodu: Tanımlanacak olan makinaya ait kod yazılır. Bu alanda, F9 tuşu veya mouse sağ tuş ekrana gelen işlem listesinden Liste düğmesi ile ekrana gelen makina kartları listesinden daha önce tanımlanmış olan makinaların listesini alabilirsiniz.
Adı: Tanımlanacak olan makinaya ait açıklayıcı bilgi yazılır. Kaynak kodu girilip Enter tuşuna basıldığında kaynak bilgileri otomatik olarak getirilir.
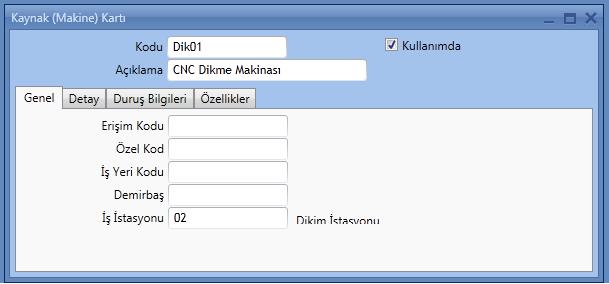
Genel alanında, erişim kodu, özel kod, iş yeri kodu, demirbaş ve iş istasyon bilgileri girilir.
Kaynak Kartları Genel Penceresi Ekranı
Özel Kod: Makinenin kaynak kartı özel kodudur. Kaynak kartlarını gruplamak amacıyla kullanılan ikinci bir kodlama alanıdır. 15 karakter uzunluğundadır. Kodlama yaparken sayı ve harf birlikte kullanılabilir.
Erişim Kodu: Detaylı yetki tanımlaması için kullanılır. Her kullanıcının iş tanımına göre, kullanabileceği kayıtlar değişik olacaktır. Bu alan 15 karakter uzunluğundadır, sayı ve harf birlikte kullanılabilir.
İş İstasyonu: Makinenin kaynak kartına göre iş istasyonu bağlantısı yapılır. F9 veya mouse sağ tuş ekrana gelen işlem listesinden "Liste" seçilerek ekrana gelen iş istasyonları listesinden seçim yapılır.
Detay alanında üretim sürecinde çalışan kişilerin operasyon bilgilerine göre yetkinliklerin tanımlandığı alandır.
Kaynak Kartları Detay Penceresi Ekranı
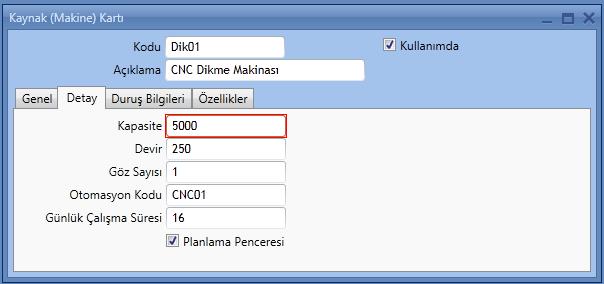
Kapasite: Makina kapasitesinin girildiği alandır.
Devir: Makinanın devir değeri yazılır.
Göz Sayısı: Aynı makinanın üzerinde aynı işi yapan işlem birimi sayısıdır.
Günlük Çalışma Süresi: Makinanın günlük çalışma süresi yazılır.
Planlama penceresi onay kutucuğu işaretlenirse makina detayları Harektler-Üretim Çizelgesi ekranında görülebilecektir.
Duruş Bilgileri alanında üretimin herhangi bir nedenden dolayı durdurulması söz konusu olduğunda, duruş nedenlerinin kaydedildiği penceredir.
Bir iş emri için birden fazla duruş bilgisi kaydedilebilir ve işlemler için duruş tarih ve zamanlarında çakışma kontrolü program tarafından yapılır. Duruş aralığı planlanan / gerçekleşen başlangıç bitiş tarih aralığında olmalıdır. Eğer gerçekleşen başlangıç tarihi girilmemişse kontrol planlanan başlangıç ve bitişe göre yapılacaktır. Gerçekleşen bilgiler girilmiş ise kontroller gerçekleşen başlangıç ve bitişe göre yapılır.
Kaynak Kartları Duruş Bilgileri Penceresi Ekranı
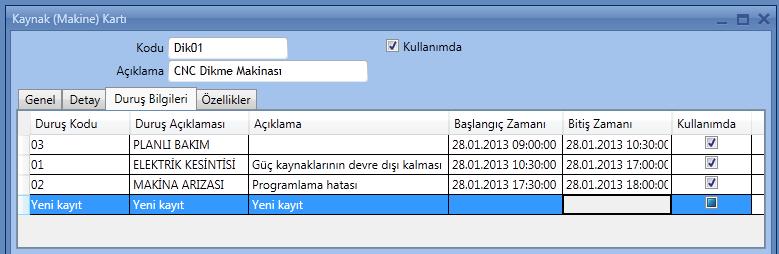
Duruş Kodu / Duruş Açıklaması: Duruş nedeninin belirtildiği alandır. Kayıtlı kaynak duruş tip kartları listelenir ve ilgili tanım seçilir. Sadece saat bilgisinin 09:00 şeklinde girilmesi yeterlidir.
Başlangış Zamanı / Bitiş Zamanı: İşlemin yeniden başlama tarihi ve zamanıdır.
Özellik alanında aynı makinanın izlenen değişik özellikleri kaydedilir. Özellik tanımları, makinaların farklı bakış açılarından gruplamalarını sağlamak için yapılır.
Kaynak Kartları Özellik Penceresi Ekranı

Seti Kodu/Açıklaması: Makinalar için özellik setinin seçildiği alandır.
Özellik Kodu: Kaynak özellik setleri listesine ulaşılır ve istenen makinanın özellik tanımı seçilir.
Özellik Adı: Özellik kodu seçildiğinde seçilen tanımının açıklaması da bu alana doğrudan gelir. Özellik koduna girilen ad veya açıklama kısmıdır.